New Word Alert
Some new-to-me words from some recent reads:
- Burin, an engraving tool. From Art Spiegelman’s introduction to the beautiful boxed set of Lynd Ward woodcut novels.
- The casuarina and manchineel, invasive and native trees, respectively, to the Caribbean. Via Broken From the Colony, by Ada M. Patterson.
- Paling, a spiky fencepost or a fence comprised of them, such as a palisade. Same source as above.
- Cathect, to invest with emotion. Same source.
- Comity, a state of harmonious interaction, especially of a polity. From John Clute’s SFE entry on the late Terry Bisson.
- Apothegm (or apophthegm), an aphorism. From Clute’s definition of equipoise in genre.
- Vade mecum, Latin for a guidebook or other everyday carry item. From the entry on China Miéville.
- Etiolate, to become pale from lack of light. Via The Bad Graft by Karen Russell in BASFF 2015.
Posted on Saturday, January 13th, 2024. Tags: words.
2023 Art Highlights
Cross-posting from Patreon (which you can join to follow for free): here are some highlights from last year’s patron-supported art projects.
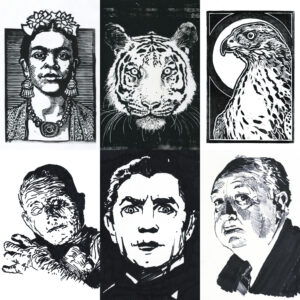
Relief prints:
Spooky Sharpie sketches from #inktober 2023 (#10):
- The Mummy
- Dracula
- Alfred Hitchcock
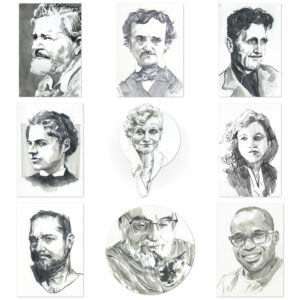
I drew a lot of author portraits last year. Here are a few of my favorite sketches:
- T. H. White (#7)
- Edgar Allan Poe (#10)
- George Orwell
- Emma Lazarus (#8)
- James Tiptree, Jr. (#8)
- Tanith Lee (#2)
- John Scalzi (#4)
- Adam-Troy Castro (#6)
- Tochi Onyebuchi (#2)
Numbers in parentheses indicate the issue of my PORTRAITS zine in which the piece originally appeared.
Posted on Monday, January 8th, 2024. Tags: art.
SSL/TLS Certificates
One more website update: after a brief lapse, SSL/TLS certificates for anoved.net (this site) and jimdevona.art (my art portfolio/link page) are renewed. No longer will your web browser warn you about hanging out here.
My homebrew website recipe:
- Domains via Hover.
- Hosting via Laughing Squid.
- Certificates via Servertastic.
Posted on Monday, January 8th, 2024.
Stylesheet Fixes
The stylesheets on the front page of anoved.net were not loading correctly except in the browser I used to log in to WordPress. For some reason, the WP Super Cache plugin was serving the index page with http stylesheet links even though https is used throughout the site template, yielding a mixed-content error. I disabled a few caching features and it seems to be resolved.
Posted on Thursday, January 4th, 2024.
New in the Queue – December 31
Books received this Christmas:
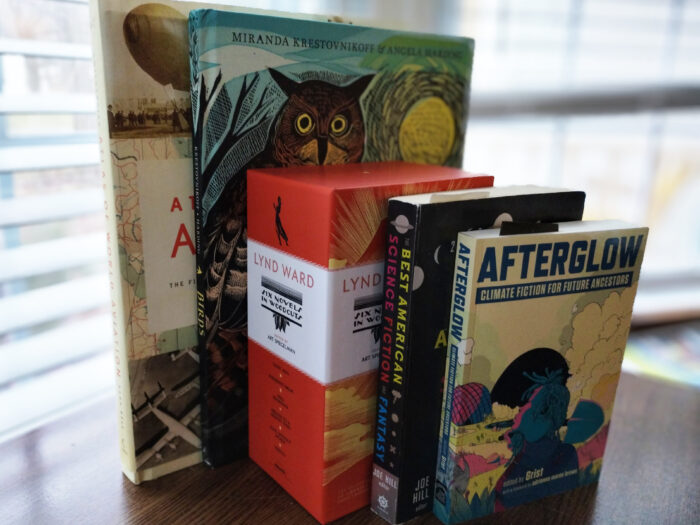
- Smithsonian Atlas of World Aviation, by Dana Bell. The type of book I would have pored over as a kid – exactly the type of book I still pore over today. Lots of fascinating maps, photos, and factoids about things that go. For instance: I learned about the flight of the Vin Fiz, Cal Roger’s arduous airborne 1911 journey across the U.S. – the first transcontinental flight. It took him 49 days (82 hours in the air, with 16 crashes along the way). Of particular local interest, his circuitous rail-route took him through NEPA and Binghamton.
- Birds, an educational picture book by Miranda Krestovnikoff with beautiful relief cut illustrations by Angela Harding.
- A boxed set of Six Novels in Woodcuts by Lynd Ward. These visual sagas are: God’s Man, Madman’s Drum, Wild Pilgrimage, Prelude to a Million Years, Song Without Words, and Vertigo. Lots of inspiration I look forward to looking at in detail.
- Best American SF&F 2015, edited by Joe Hill & John Joseph Adams. I enjoy this series of anthologies; I drew a portrait series based on authors from a later edition.
- Afterglow, a Grist collection of climate fiction. I dig the cover illustration’s color palette.
Lots of art & imagery mixed in with this batch of text!
Posted on Sunday, December 31st, 2023. Tags: tbr.
Word Haul
It’s a New Word Alert roundup!
- Theodicy, the defense of God in spite of the existence of evil, from a reference to C. S. Lewis in Louis Evan’s thread on war.
- Tumulus, a burial mound, from The Curse of the Horsetail Banner by Dariel R. A. Quiogue in New Edge Sword & Sorcery #0.
- Doyen, a senior member of a group, from Oghenechovwe Donald Ekpeki’s essay on dystopia in Uncanny Magazine #48.
- Crepitate, to make a crackling noise, and plangent, wistfully or perhaps even sorrowfully nostalgic, both from True Songs of the Pennyrile by Mark Rigney in LCRW #46.
- Omphaloskepsis: navel-gazing. I wrote this one down but I don’t remember where I encountered it.
Posted on Saturday, March 4th, 2023. Tags: words.
Sci-Fi Mini Crossword
Crosshare is a nifty site for hosting (and playing) user-constructed crosswords. You can embed puzzles on other sites, like this mini crossword I made for PORTRAITS #2. (Be forewarned: it contains some very esoteric science fiction clues.)
Posted on Tuesday, February 28th, 2023.
PORTRAITS #2
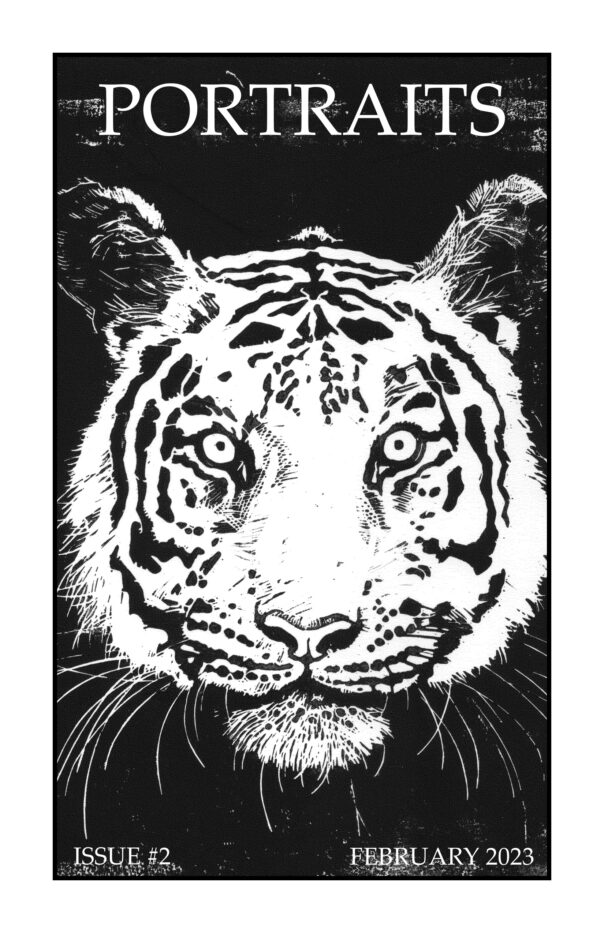
The February 2023 issue of my illustrated haiku review fanzine PORTRAITS is out (in the mail and online for patrons; the posts go public for everyone next week). This issue has two more haiku than the first issue. The print edition is now double-sided, so the portraits are printed at a slightly larger scale. Last but not least, it includes a crossword!
Here’s a video sneak preview:
Posted on Tuesday, February 28th, 2023. Tags: art.
Tiger Print
My patron print for this February is this tiger:
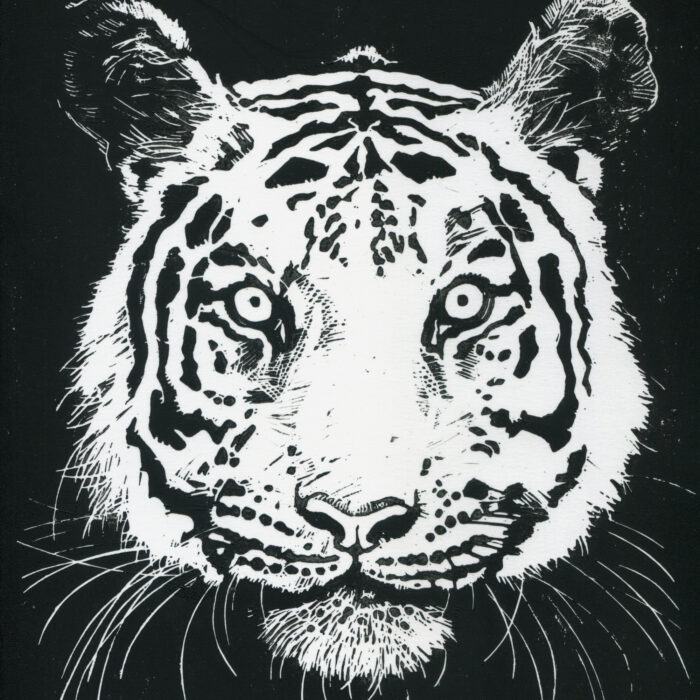
Here it is a quick video clip:
Posted on Friday, February 24th, 2023. Tags: art.
New in the Queue – February 17
Continuing my random inventory of to-be-read (or in-progress) books, which aren’t necessarily new acquisitions:

- Maus, by Art Spiegelman. Heard a lot about it, but haven’t yet read it. Kelly found it on the military-history table at library sale.
- On Cats, by Charles Bukowski. A collection of poems, stories, and gonzo essays, all of which happen to make some sort of cat reference. Thanks again to Kelly.
- The Afterlife Diet, by Daniel Pinkwater. Don’t know what it’s about, but I know anything by Pinkwater will be a riot. Found at the BCPL’s new little Friends shop.
- The Sketch Book, by Washington Irving. Found at the Housing Works bookstore during a trip to NYC last fall. A collection containing American fables such as Rip Van Winkle and The Legend of Sleepy Hollow, as well as various essays. I’m particularly amused by this opening sentence to On the Art of Bookmaking:
“I have often wondered at the extreme fecundity of the press, and how it comes to pass that so many heads on which nature seemed to have inflicted the curse of barrenness should teem with voluminous productions.”
Funny how gripes about publishing from two hundred years ago would fit right in with Twitter and the like today.
Posted on Friday, February 17th, 2023. Tags: tbr.